

钢筋直螺纹衔接便是将待衔接钢筋端部的纵肋和横肋用滚丝机选用切削的办法剥掉一部分,然后直接滚轧成一般直螺纹,用特制的直螺纹套筒衔接起来,构成钢筋的衔接。该技能、快捷、快速的施工办法和节能降耗、提益、衔接质量安稳牢靠。
(3)出产效率高,每台班可出产300-500个丝头,提早预制,不占工期;
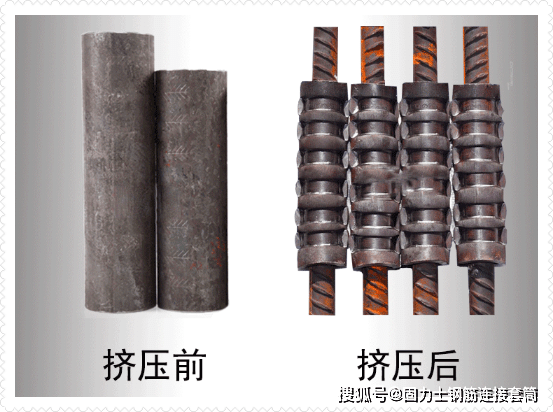
套筒揉捏衔接是将需求的衔接的钢筋(应为带肋钢筋)端部刺进特制的钢套筒内,运用揉捏机紧缩钢套筒,使它产生塑性变形,靠变形后的钢套筒与带肋钢筋的机械咬合紧固力来完结钢筋的衔接。这种衔接办法一般用于直径为16~40mm的Ⅱ级,Ⅲ级钢筋(包含余热处理钢筋),分径向揉捏和轴向揉捏两种。
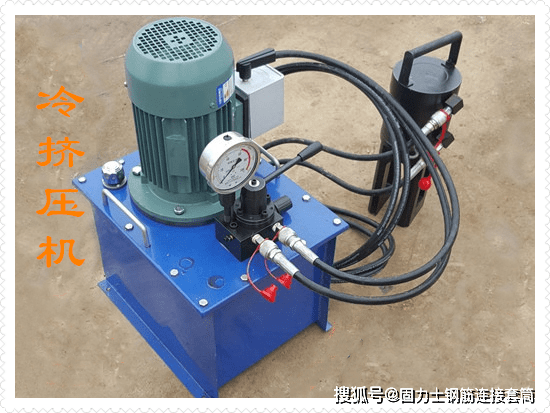
操作关键1)运用揉捏设备(揉捏机、油泵、输油软管等整套)前应对揉捏力进行标定(揉捏力巨细经过油压表读数操控)。
有下列状况之一的就应标定:揉捏设备运用前;旧揉捏设备大修后;油压表损强列振荡后;套筒压痕反常且其它原因时;揉捏设备运用超越一年;已揉捏的接头数超越5000个。
2)要事前检查压模、套筒是否与钢筋彼此配套,压模上应有相对应的衔接钢筋标准符号。
揉捏操作时选用的揉捏力、压模宽度、压痕直径或揉捏后套筒长度的动摇规模以及揉捏道数,均应契合接头技能供给单位所确认的技能参数要求。
3)钢筋下料堵截要用无齿锯,使钢筋端面与它的轴线相笔直。不得用钢筋堵截机或气割下料。
4)高压泵所用的油液应过滤,保持清洁,油箱应密封,避免雨水、尘埃混入油箱。
5)配套的钢筋、套筒在运用前都就检查,要整理压接部位的不干净特(锈皮、泥沙、油污等);要检查配套是否适宜,并进行试套,假设发现钢筋有弯折、马蹄形(单个违规用钢筋堵截机堵截的才会呈现这样的端面)或纵肋尺度过大的,应予以纠正或用手抻砂轮修磨。
6)将钢筋刺进套筒内,要使深化的长度契合预订要求,即钢筋端头离套筒长度中点不宜超越10mm(在钢筋上画记号,以与套筒端面齐平);对正压模方位,并使压模运动方向与钢筋两纵肋地点的平面相笔直,以确保大压接面能处在钢筋的横肋上。
7)可选用两种压接次序:一种是在施工现场的作业工位上,经过套筒一次性地将两根钢筋压接(宜从套筒中心开端,并顺次向两头揉捏);别一种是预先将套筒与1根钢筋压接,然后安装在作业工位上,刺进待接钢筋后再揉捏另一端套筒。
8)操作的流程中应分外的留意施工安全,应恪守高处作业安全规程以及各种设备的运用规程,特别要对高压油液的有关体系给予充沛照顾(例如高压油泵的安全阀调整、避免输油管在负重或充压条件下迁延以及被尖锐物品刻划、遍地接点的严密牢靠性等)。
9)要求压接操作和所完结的钢筋接头没有缺点,如果在施工全套工艺流程中产生非正常现象或接头有缺点,就应及进处理防治。产生非正常现象和缺点除了与操作要素有直接关系之处,还与所用设备有关。
套筒揉捏衔接是经过揉捏机械将套管揉捏来卡住钢筋以衔接两根钢筋。回来搜狐,检查更加多
 冀公网安备 冀ICP备17029347号-3
冀公网安备 冀ICP备17029347号-3